创新无止境·服务零距离
一站式优质切削工具供应商
全国服务热线
(0)18912929815
瑞典山特维克Sandvik
车削刀具Turning
铣削刀具Milling
钻削刀具Drilling
德国瓦尔特Walter
以色列伊斯卡Iscar
万奈克VAREK刀具
孔加工利器
深孔钻头
超硬材料刀具PCD/PCBN
整体硬质合金非标刀具
地址:江苏南京市浦口区银泉路7号2栋
手机:(0)18912929815
邮件:njgarber@126.com
网站:http://www.njgarber.com
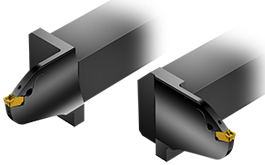
山特维克端面槽刀刀板刚性最弱的横截面采用更多材料且前部的质量降低,因此具有更高的动态刚度,从而能够有效地减少振动。刀片夹紧部分经过优化,可提供正确的夹紧力。
倾斜刀片顶部、底部和背面带有稳定导轨,能够最大限度地减少刀片移动。
改善排屑并降低堵屑风险,这些是成功完成端面深槽加工的关键因素。在从低到高的冷却液压力范围内均有效。
端面切槽
最小首切直径 (DAXIN):30 mm (1.18英寸)
最大切深 (CDX):
标准刀具:可达38 mm (1.50英寸)
Tailor Made定制刀具:可达45 mm (1.77英寸)
钢
不锈钢
铸铁
有色金属
超级耐热合金
公制尺寸25×25 英制尺寸1×1
尺寸32和40
切削宽度为3和4 mm (0.118和0.157英寸)
材质GC1105、GC1125、GC1135、GC1145
用于切槽和车削的-TF槽型
完全按照您的零件所需的切槽深度和直径范围设计最佳刀具。
选择适合不同工序的端面切槽刀具时,有许多重要的方面需要考虑,例如主轴顺时针还是逆时针旋转、A曲线还是B曲线以及右手型还是左手型刀具。使用分步指南帮助您选择适当的刀具。
如果主轴顺时针旋转 (M03),则选择QFU
如果主轴逆时针旋转 (M04),则选择QFT
A曲线:用于内孔加工
B曲线:用于端面切槽
使用可以用于槽的最宽刀片和刀具。刀杆越宽,刚度和稳定性就越高。
始终使用切深 (CDX) 尽可能小的刀具,以获得最高稳定性。
进行端面切槽时,可根据具体的应用考虑多种不同的策略。 除了其它重要的考虑因素之外,了解有关如何应用轴向进给粗加工、插车粗加工、精加工以及如何加工深槽的更多信息。
使用具有高精度冷却液供应的端面切槽山特维克刀具,即使机床最大冷却液压力较低 (7-10 bar (102-145磅/平方英寸)) 时亦是如此。 高精度冷却液能够改进排屑并降低堵屑风险。 为了实现更好的切屑控制和排屑,使用尽可能高的冷却液压力 (高达80 bar (1160磅/平方英寸))。
BTA深孔钻头
VMD大钻头
整体合金深孔钻头
MFWN型90°面铣刀
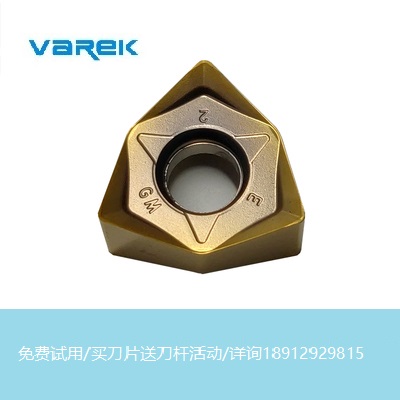
新品推荐铣刀片-90°-W
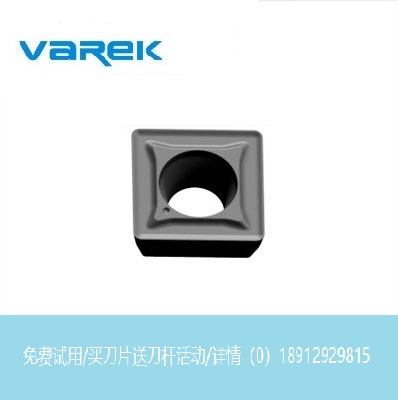
U钻刀片-SPGT
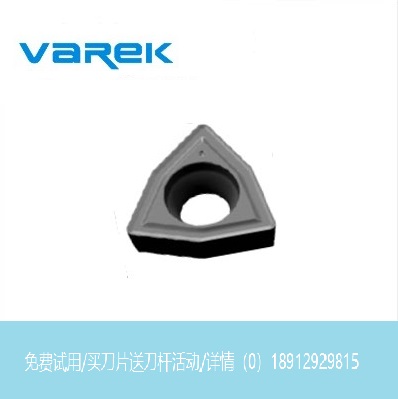
U钻刀片-WCMT
面铣刀片-SEHT
Copyright 2019 苏ICP备17029480号-1 南京加博机械有限公司 版权所有 All Rights Reserved