

山特维克刀具SANDVIK山特维克刀具
2019-9-9 16:16:15 点击:
当前人类社会面临的很多亟待解决的科学问题源于现有可用材料的限制。材料科学的突破一直并且将来也会影响人类技术的未来。随着行业对新材料需求做出调整,工艺和刀具必须不断进行安全和质量的审查。
山特维克可乐满随时在刀具和机床选择、编程以及其他战略或技术性问题上为您提供帮助。在我们遍及全球的应用中心或效率中心,我们做的大部分工作都是为您制定睿智的加工解决方案。我们具有无可替代的世界领先的专业技术。
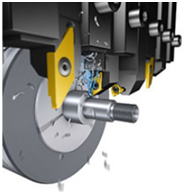
小零件加工
当您面临生产成千上万细小而棘手的零件加工任务时,可使用山特维克可乐满刀具完成加工。我们品种齐全的高精度刀具随时可安装在您的纵切机床中,用于制造直径不超过40 mm (1.5英寸) 的任何零件。
用于小零件加工的切断和切槽刀具
稳定、高效的加工
针对所有材料组均可提供多样的槽型和材质,CoroCut® 1-2是切断和切槽的首选系统。
高精度零件
CoroCut XS刀片由于配备极其锋利的切削刃,可提供低切削力。这意味着在低进给情况下,CoroCut XS非常适合生产具有精密公差的高精度零件。额外的好处是,所有刀片均适合同一个刀柄,从而确保刀具库存较小。

高质量孔
这种精密磨削刀具是加工高质量细孔的理想之选。各种各样的接杆可以满足大多数纵切机床的要求。

切削速度
工件每分钟以特定的转数转动。这可确定切削刃处特定的切削速度vc (或表面速度),单位为m/min (英尺/分钟)。通常,切削速度被设为恒定值,因此转速将随加工直径的变化而改变。
进给率
刀具沿X和Z方向的运动叫做进给率 (fn),或fnx/fnz [mm/rev]。当朝向中心进给时 (fnx),转速将增加,直到达到机床主轴的转速极限。当超过该极限时,切削速度vc将降低,直到在零件中心达到0 m/min。
切屑控制
进给对切屑形成、断屑和切屑厚度有很大的影响,也会影响刀片槽形中的切屑形成方式。在侧向车削或仿形切削中 (fnz),切削深度 (ap) 也会影响切屑形成。进给 (fn) 和切削深度 (ap) 对生产率的影响最大。

面对不断变化的加工世界,对金属切削充满激情是保持市场领先地位的关键。我们就拥有这种激情。凭借对您业务现状的深刻理解,我们能够提供与您公司的发展目标匹配的解决方案。让我们携手共创制造业的美好明天。
销售热线:(0)189 1292 9815
- 上一篇:山特维克SANDVIK切削刀具材料 2019/9/9
- 下一篇:飞机结构件加工解决方案 2019/9/5